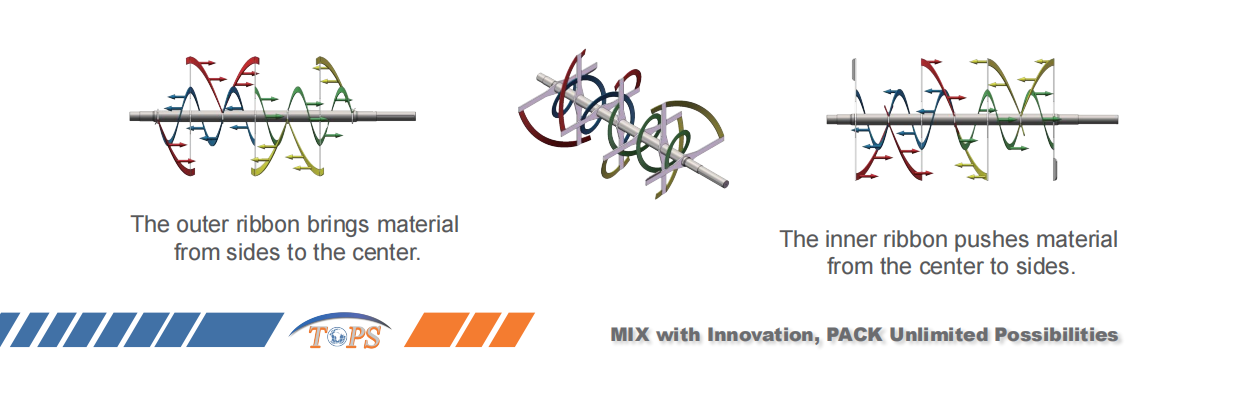
כפי שאתם אולי יודעים, בלנדר הסרטים הוא ציוד ערבוב יעיל ביותר המשמש בעיקר לערבוב אבקות עם אבקות, או לערבוב חלק גדול של אבקה עם כמות קטנה של נוזל.

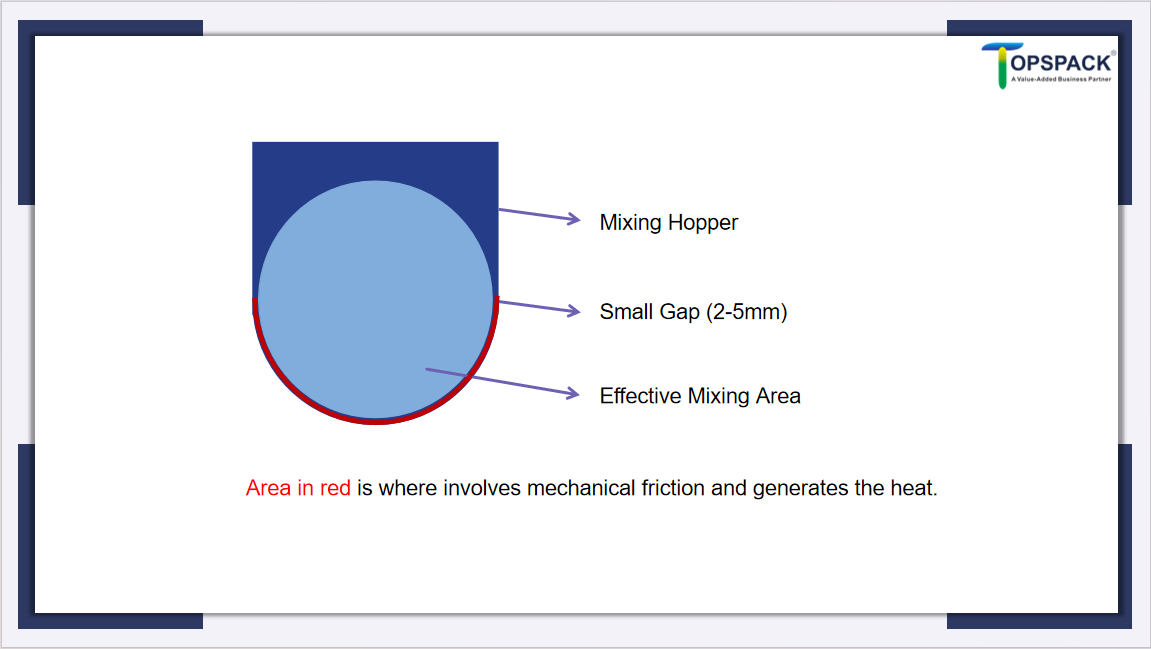
בהשוואה למערבלים אופקיים אחרים, כגון מערבלים עם משוטים, למערבל הסרטים יש שטח ערבוב יעיל גדול יותר, אך הוא גורם נזק מסוים לצורת החומר. הסיבה לכך היא שהפער בין להבי הסרט לדופן שקע הערבוב קטן, והכוח מהסרטים לדופן שקע הערבוב יכול למחוץ את החומר וליצור חום, דבר שעשוי להשפיע על תכונותיהם של חומרים מסוימים.
בבחירת בלנדר סרטים, אני יכול לקחת בחשבון את ההיבטים הבאים:
- צורת חומר: החומר צריך להיות בצורת אבקה או גרגירים קטנים, ולפחות הנזק לחומר צריך להיות מקובל.
- חום שנוצר כתוצאה מחיכוך בין החומר למכונה: האם החום שנוצר משפיע על הביצועים והתכונות של חומרים ספציפיים.
- חישוב פשוט של גודל בלנדר: חשב את הגודל הנדרש של בלנדר הסרטים בהתבסס על צרכי החומר.
- תצורות אופציונליות: כגון חלקי מגע חומרים, מערכות ריסוס, מדיות קירור או חימום, אטמים מכניים או אטמי גז.
לאחר בדיקת צורת החומר,הדאגה הבאה היא בעיית החימום.
מה עלינו לעשות אם החומר רגיש לטמפרטורה?
חלק מהאבקות בתעשיות המזון או הכימיה צריכות להישאר בטמפרטורות נמוכות יותר. חום מוגזם יכול לגרום לשינויים בתכונות הפיזיקליות או הכימיות של החומר.
לְאַפשֵׁר'משתמשים במגבלה של 50°ג כדוגמה. כאשר חומרי גלם נכנסים לבלנדר בטמפרטורת החדר (30°ג), הבלנדר עלול לייצר חום במהלך הפעולה. באזורי חיכוך מסוימים, החום עלול לגרום לטמפרטורה לעלות על 50 מעלות צלזיוס.°C, שממנו אנחנו רוצים להימנע.
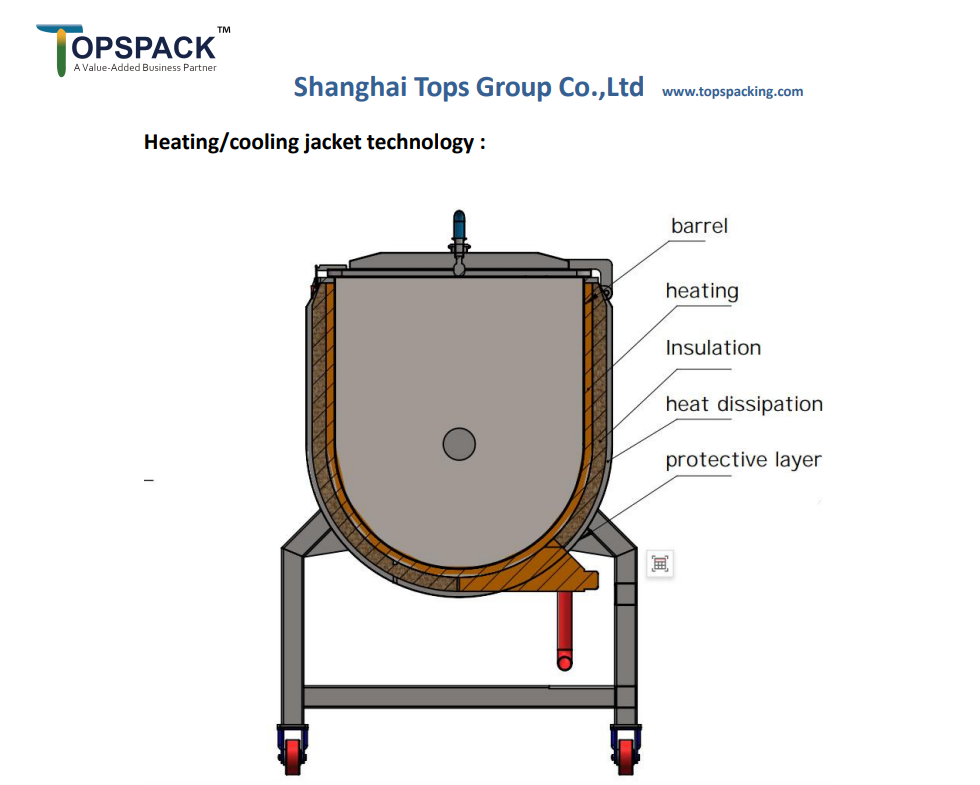
כדי לפתור זאת, נוכל להשתמש במעיל קירור, המשתמש במים בטמפרטורת החדר כמדיום קירור. חילופי החום בין המים לחיכוך מדפנות הערבוב יקררו את החומר ישירות. בנוסף לקירור, מערכת המעיל יכולה לשמש גם לחימום החומר במהלך הערבוב, אך יש לשנות את פתחי הכניסה והיציאה של מדיום החום בהתאם.
לקירור או חימום, פער טמפרטורות של לפחות 20°C נחוץ. אם אני צריך לשלוט בטמפרטורה עוד יותר, לפעמים יחידת קירור לקירור מים עשויה להיות שימושית. בנוסף, ישנם מדיות אחרות, כגון קיטור חם או שמן, שניתן להשתמש בהן לחימום.
כיצד לחשב את גודל בלנדר הסרטים?
לאחר בחינת בעיית החימום, הנה שיטה פשוטה לבחירת גודל בלנדר הסרט, בהנחה ש:
המתכון מורכב מ-80% אבקת חלבון, 15% אבקת קקאו ו-5% תוספים אחרים, עם תפוקה נדרשת של 1000 ק"ג לשעה.
1. הנתוניםIצורך לפני החישוב.
| שֵׁם | נְתוּנִים | פֶּתֶק |
| דְרִישָׁה | כַמָהA ק"ג לשעה? | כמה זמן לכל פעם תלוי.B פִּי לְשָׁעָה עבור גודל גדול כמו 2000 ליטר, שעה אחת פעמיים. זה תלוי בגודל. |
| 1000 ק"ג לשעה | 2 פעמים בשעה | |
| יְכוֹלֶת | כַמָהC ק"ג בכל פעם? | A ק"ג לשעה÷ פעמים ב' לשעה=C ק"ג בכל פעם |
| 500 ק"ג בכל פעם | 1000 ק"ג לשעה ÷ 2 פעמים בשעה = 500 ק"ג בכל פעם | |
| צְפִיפוּת | כַמָהD ק"ג לליטר? | אתה יכול לחפש את החומר העיקרי בגוגל או להשתמש במיכל של 1 ליטר כדי למדוד משקל נקי. |
| 0.5 ק"ג לליטר | קחו את אבקת החלבון כחומר העיקרי. בגוגל זה 0.5 גרם למיליליטר מעוקב = 0.5 ק"ג לליטר. |
2. החישוב.
| שֵׁם | נְתוּנִים | פֶּתֶק |
| נפח טעינה | כַמָהליטר E בכל פעם? | C ק"ג בכל פעם ÷D ק"ג לליטר =ליטר E בכל פעם |
| 1000 ליטר בכל פעם | 500 ק"ג בכל פעם ÷ 0.5 ק"ג לליטר =1000 ליטר בכל פעם | |
| קצב טעינה | מקסימום 70% של נפח כולל | אפקט הערבוב הטוב ביותר עבור סרטמַמחֶה |
| 40-70% | ||
| נפח כולל מינימלי | כַמָהF נפח כולל לְפָחוֹת? | F נפח כולל × 70% =ליטר E בכל פעם |
| 1430 ליטר בכל פעם | 1000 ליטר בכל פעם ÷ 70% ≈1430 ליטר בכל פעם |
נקודות הנתונים החשובות ביותר הןתְפוּקָה(ק"ג לשעה)וDצפיפות (D ק"ג לליטר)ברגע שיהיה לי את המידע הזה, השלב הבא הוא לחשב את הנפח הכולל הנדרש עבור בלנדר סרטים של 1500 ליטר.
תצורות אופציונליות שיש לקחת בחשבון:
עכשיו, בואו נבחן תצורות אופציונליות אחרות. השיקול העיקרי הוא איך אני רוצה לערבב את החומרים שלי בבלנדר הסרטים.
פלדת פחמן, נירוסטה 304, נירוסטה 316: מאיזה חומר צריך להיות עשוי בלנדר הסרטים?
זה תלוי בתעשייה בה משתמשים בבלנדר. הנה מדריך כללי:
| תַעֲשִׂיָתִי | חומר של בלנדר | דוּגמָה |
| חקלאות או כימיקלים | פלדת פחמן | דֶשֶׁן |
| מָזוֹן | נירוסטה 304 | אבקת חלבון |
| תרופות | נירוסטה 316/316L | אבקת חיטוי המכילה כלור |
מערכת ריסוס: האם צריך להוסיף נוזלים בזמן הערבוב?
אם אני צריך להוסיף נוזל לתערובת שלי או להשתמש בנוזל כדי לסייע בתהליך הערבוב, אז מערכת ריסוס נחוצה. ישנם שני סוגים עיקריים של מערכות ריסוס:
- כזה שמשתמש באוויר דחוס נקי.
- אחר המשתמש במשאבה כמקור כוח, המסוגל להתמודד עם מצבים מורכבים יותר.

איטום אריזה, איטום גז ואיטום מכני: מהי הבחירה הטובה ביותר לאיטום ציר בבלנדר?
- אטמי אריזההן שיטת איטום מסורתית וחסכונית, המתאימה ליישומים בלחץ ומהירות מתונים. הן משתמשות בחומרי אריזה רכים הדחוסים סביב הציר כדי להפחית דליפות, מה שמקל על תחזוקה והחלפה. עם זאת, ייתכן שיהיה צורך בכוונון והחלפה תקופתיים לאורך תקופות פעולה ממושכות.
- אטמי גז, מצד שני, ניתן להשיג איטום ללא מגע על ידי יצירת שכבת גז באמצעות גז בלחץ גבוה. הגז חודר לרווח שבין דופן הבלנדר לציר, ומונע דליפה של המדיום האטום (כגון אבקה, נוזל או גז).
- אטם מכני מרוכב מציע ביצועי איטום מצוינים עם החלפה קלה של חלקי שחיקה. הוא משלב איטום מכני ואיטום גז, מה שמבטיח דליפה מינימלית ועמידות ממושכת. חלק מהעיצובים כוללים גם קירור מים לוויסות הטמפרטורה, מה שהופך אותו מתאים לחומרים רגישים לחום.
שילוב מערכת שקילה:
ניתן להוסיף מערכת שקילה לבלנדר למדידה מדויקת של כל מרכיב'פרופורציה במהלך תהליך ההזנה. זה מבטיח שליטה מדויקת בניסוח, משפר את עקביות האצווה ומפחית בזבוז חומרים. זה שימושי במיוחד בתעשיות הדורשות דיוק קפדני במתכונים, כגון מזון, תרופות וכימיקלים.

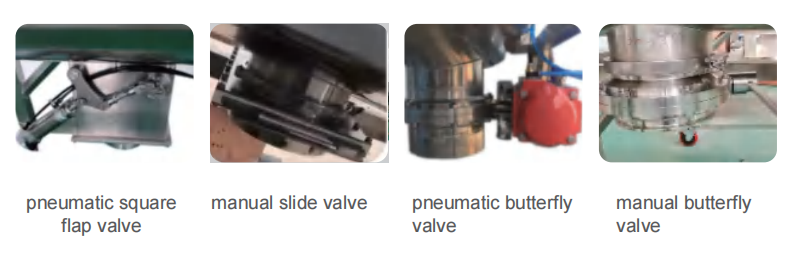
אפשרויות יציאת פריקה:
פתח הפריקה של בלנדר הוא רכיב קריטי, והוא כולל בדרך כלל מספר סוגי שסתומים: שסתום פרפר, שסתום פליפ-פלופ ושסתום הזזה. שסתומי הפרפר והפליפ-פלופ זמינים בגרסאות פנאומטיות וידניות, המציעות גמישות בהתאם ליישום ולדרישות התפעול. שסתומים פנאומטיים אידיאליים לתהליכים אוטומטיים, ומספקים בקרה מדויקת, בעוד ששסתומים ידניים מתאימים יותר לפעולות פשוטות יותר. כל סוג שסתום נועד להבטיח פריקת חומר חלקה ומבוקרת, למזער את הסיכון לסתימות ולמטב את היעילות.
אם יש לכם שאלות נוספות בנוגע לעיקרון הפעולה של בלנדר הריבונים, אל תהססו לפנות אלינו לקבלת ייעוץ נוסף. השאירו את פרטי הקשר שלכם, וניצור אתכם קשר תוך 24 שעות כדי לספק תשובות וסיוע.
זמן פרסום: 26 בפברואר 2025